
The use of friction shims in bolted joints
The Importance of Friction in Friction Grip Joints
In a previous article (read it here) the importance of the value of the interface friction in friction grip joints was discussed. As mentioned in the article, there are ways in which the coefficient of friction can be increased. Having a proven approach that will increase the interface friction is very useful and can be a way of resolving a service problem or minimising the bolt size needed in a shear loaded application. Some proven approaches include:
 Thermal spray coating of the plate surfaces Thermal spray coating of the plate surfaces
Use of diamond impregnated friction shims.
Use of friction shims with an engineered surface.
An advantage of increasing the coefficient of static friction in shear loaded joints is that they can allow a larger design margin to be achieved, or alternatively, the use of smaller bolts.
Deposited Coatings
A hard ceramic coating can be deposited onto a part that increases the coefficient of static friction. There are a few ways in which this can be completed. At ambient temperature, particles at high speed carried in a gas can be bombarded onto a material surface to form a thin dense film of aluminium oxide, or other hard ceramic. Such a process can be applied to a shim that is fitted between the joint interface that substantially increases the interface friction. A more common way is by thermal spray coating.
Thermal Spray Coatings
Thermal spray coating involves spraying molten or semi-molten materials onto a surface to create a coating that improves friction and wear resistance. The process is analogous to spray painting, but the spray is droplets of molten metal. Metal or ceramic material are heated and then sprayed onto the grit blasted and cleaned metal surface using an electric arc or a high velocity jet of gas. The molten material is flattened on impact with a dense, hard coating being created. The molten droplets randomly form over each other and bind to the cleaned metal surface. The coating thickness being of the order of 0.1 mm to 0.3 mm.
 The coating can be adjusted to have specific properties, such as increased roughness or hardness. One of the advantages of this method is that it is a cost effective way to increase the coefficient of static friction typically achieving a value usually above 0.5. For a specific application, a test is needed to determine what value of friction is being achieved. From our experience in mechanical engineering applications, the use of friction shims is more common than spray coating as a way to increase friction.
The use of friction shims
Friction shims, also known as anti-slip shims, are thin metal or composite materials inserted between two surfaces in a joint to increase friction and improve grip. They increase the coefficient of static friction between the two surfaces that they are placed between reducing the tendency of the surfaces to slide over each other under load. Obviously, a useful function for shear loaded friction grip bolted joints.
Friction shims increase the friction between the surfaces usually through a combination of surface roughness and material properties. Typically, friction shims are made from materials like stainless steel, titanium, or specially coated composites. The surface of the shim is often textured or coated with a friction-enhancing material, to maximize grip.
When a load is applied to the joint, the friction shim provides additional resistance to joint slip when a shear load is applied. Fatigue and bolt loosening issues have been resolved by the placement of a friction shim in the joint. Bolt bending fatigue failures frequently being the result of joint slip as is self-loosening.
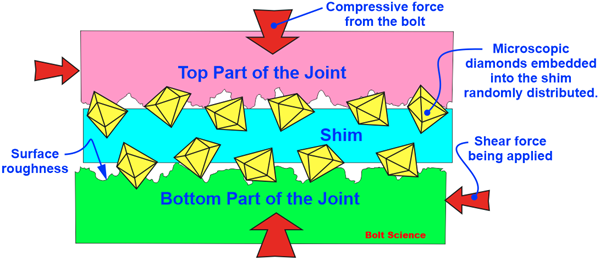
Diamond coated shims are available from a number of suppliers, most notably 3M and ATELA. These shims consist of a thin steel sheet (of the order of 0.1 mm) with an electroless nickel coating having microscopic diamonds embedded. (The size of the diamonds are such that they are not visible to the naked eye.) The shim is placed on the joint interface on the shear plane so that the diamonds bite into both surfaces when the clamp force from tightening the bolts is applied. This is illustrated in the image below.
The coating can be adjusted to have specific properties, such as increased roughness or hardness. One of the advantages of this method is that it is a cost effective way to increase the coefficient of static friction typically achieving a value usually above 0.5. For a specific application, a test is needed to determine what value of friction is being achieved. From our experience in mechanical engineering applications, the use of friction shims is more common than spray coating as a way to increase friction.
The use of friction shims
Friction shims, also known as anti-slip shims, are thin metal or composite materials inserted between two surfaces in a joint to increase friction and improve grip. They increase the coefficient of static friction between the two surfaces that they are placed between reducing the tendency of the surfaces to slide over each other under load. Obviously, a useful function for shear loaded friction grip bolted joints.
Friction shims increase the friction between the surfaces usually through a combination of surface roughness and material properties. Typically, friction shims are made from materials like stainless steel, titanium, or specially coated composites. The surface of the shim is often textured or coated with a friction-enhancing material, to maximize grip.
When a load is applied to the joint, the friction shim provides additional resistance to joint slip when a shear load is applied. Fatigue and bolt loosening issues have been resolved by the placement of a friction shim in the joint. Bolt bending fatigue failures frequently being the result of joint slip as is self-loosening.
Diamond coated shims are available from a number of suppliers, most notably 3M and ATELA. These shims consist of a thin steel sheet (of the order of 0.1 mm) with an electroless nickel coating having microscopic diamonds embedded. (The size of the diamonds are such that they are not visible to the naked eye.) The shim is placed on the joint interface on the shear plane so that the diamonds bite into both surfaces when the clamp force from tightening the bolts is applied. This is illustrated in the image below.
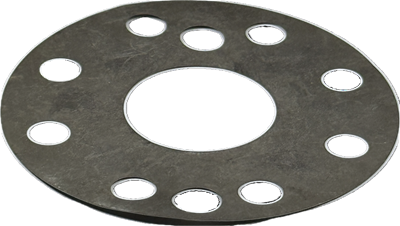
 In a press release in September 2024, 3M announced that they had sold more than 300 million friction shims worldwide. The coefficient of static friction provided by such shims depends upon the diamond grain size, the contact pressure and the material pairing involved. Based upon information on the 3M website, the coefficient of static friction when such shims is typically of the order of 0.7 but varies depending upon the material, diamond grain size and surface roughness. The size of the diamonds needs to be such that they will bite into the joint material when the surface roughness is considered. That is, the diamonds being larger than the gaps between the surface asperities. Hence, rougher the surface, generally the larger the diamond grains need to be. The contact pressure typically needs to be a minimum of 50 MPa so that the diamonds will dig into the surface. Due to surface pressure limitations, diamond friction shims tend to cover the complete joint interface, such a shim is illustrated below:
In a press release in September 2024, 3M announced that they had sold more than 300 million friction shims worldwide. The coefficient of static friction provided by such shims depends upon the diamond grain size, the contact pressure and the material pairing involved. Based upon information on the 3M website, the coefficient of static friction when such shims is typically of the order of 0.7 but varies depending upon the material, diamond grain size and surface roughness. The size of the diamonds needs to be such that they will bite into the joint material when the surface roughness is considered. That is, the diamonds being larger than the gaps between the surface asperities. Hence, rougher the surface, generally the larger the diamond grains need to be. The contact pressure typically needs to be a minimum of 50 MPa so that the diamonds will dig into the surface. Due to surface pressure limitations, diamond friction shims tend to cover the complete joint interface, such a shim is illustrated below:
 Recently a new product has entered the friction shim market. MicroLock disks, from TRD Surfaces, have microscopic asperities created by the impact craters from a laser producing holes in the shim surface, in the order of 180 per square mm. Chromium carbide subsequently deposited providing a very hard surface. The principle behind this type of shim is illustrated in the image below.
Recently a new product has entered the friction shim market. MicroLock disks, from TRD Surfaces, have microscopic asperities created by the impact craters from a laser producing holes in the shim surface, in the order of 180 per square mm. Chromium carbide subsequently deposited providing a very hard surface. The principle behind this type of shim is illustrated in the image below.
 The surface topology is tightly controlled so that the shim can be engineered for specific applications. The spike sharpness and depth can be adjusted to cater for different surface pressures and materials. Because of the controlled surface topology, a higher and more consistent coefficient of static friction is claimed. That is, values between 0.9 to 1.1 which is an improvement on other approaches. Since the method can also sustain high surface pressures, the shim can be in the form of individual disks (washers) covering the pressure cone formed when the bolt is tightened.
The surface topology is tightly controlled so that the shim can be engineered for specific applications. The spike sharpness and depth can be adjusted to cater for different surface pressures and materials. Because of the controlled surface topology, a higher and more consistent coefficient of static friction is claimed. That is, values between 0.9 to 1.1 which is an improvement on other approaches. Since the method can also sustain high surface pressures, the shim can be in the form of individual disks (washers) covering the pressure cone formed when the bolt is tightened.
 Obviously, use of a friction shim adds cost to an assembly, however they can be extremely useful in reducing the bolt size/strength needed in a shear loaded application, or in resolving a service problem. The addition of a friction shim will increase the number of surfaces within a joint, this together with the surface topology used will increase the amount of embedding. The increase in the friction value and the drop in the magnitude of the clamp force needed to prevent slip that this allows, usually more than compensates for such loss.
Obviously, use of a friction shim adds cost to an assembly, however they can be extremely useful in reducing the bolt size/strength needed in a shear loaded application, or in resolving a service problem. The addition of a friction shim will increase the number of surfaces within a joint, this together with the surface topology used will increase the amount of embedding. The increase in the friction value and the drop in the magnitude of the clamp force needed to prevent slip that this allows, usually more than compensates for such loss.
|
|
|