 What is relaxation and what are the mechanics of it?
What is relaxation and what are the mechanics of it?
Relaxation is the phenomena of clampload loss after the final tightening has
been accomplished! There are many causes so we will only look
at a few. For now!!
A) Gasket stiffness (soft gaskets creep and lose
more clampload than the stiff ones. A gasket manufacturer
once told me that his gaskets had a residual bounceback, that
is, the gasket would regain some of its thickness, when you
take the load off. I thought, “So what, that does
me no good to reclaim the lost clampload.” He just wouldn’t
understand creep and crush and its affect on the joint.
B) Dissimilar metal joints; i.e.: Aluminum/Cast
Iron. The aluminum will flow under stress more than cast iron and therefore gives up some of
the clampload. Aluminum has a modulus of ~10,000,000 PSI compared to Cast Irons ~26,000,000
PSI so the stiffness ratio is ~1/2.6.
C) Surfaces with paint and/or corrosion protection---these
flow under stress and lose clampload fast. Beware of painted surfaces and gaskets,
they can lead to disaster.
D) Metal surfaces with micro-asperities- super fine
irregularities that resemble very fine threads that almost
match but not quite. The stress on a given point will often
be many times the crush strength of the material and the point
will collapse and then there is a cascade of crushing of the
points until equilibrium is attained. At this time the clampload
can be as much as 15-25% less than the clampload at the final
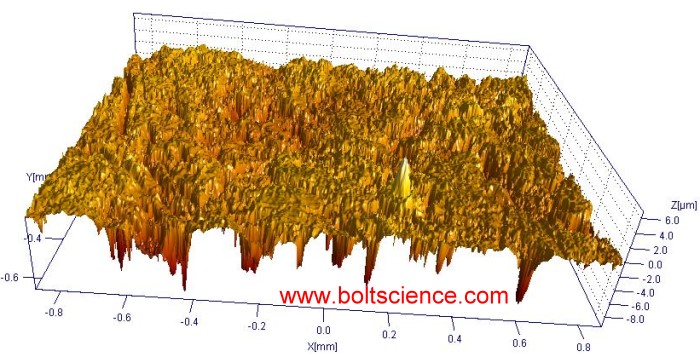
torque. (From Bolt Science: This type of relaxation is
often referred to as 'embedding'. The image below shows the
'smooth' surface of an electro zinc plated washer prior to
tightening. The clamp force loss from embedding is due to
the deformation of these asperities following the completion
of the tightening process. The image was produced by a MicroXAM
surface mapping microscope.)
E) Any dampness (such as oil film or dampness
caused by bringing cold parts inside) that gathers on the surface of the mating metal parts can
cause creep and clampload loss. At tightening, because of the crush strength
of the fluid (the basis of all hydraulic force usage) there will be no readily noticeable
joint problem, later on because the fluid is under great stress it will seek a path
to escape and will between the micro-asperities. If this joint is heated in service it
will lose more clampload and will need to be retightened a second time.
Some of the ways to overcome creep and relaxation are to
examine the joint for usage and to harden the joint surface if possible and feasible.
You can flame harden some surfaces and heat-treat others but this is time consuming
and costly. So you may have to consider a tightening strategy that overrides
the creep factor.
1) A gasketed joint can be ‘conditioned’
by tightening it to a given torque and turn of the nut (angle) and then releasing the load and immediately
retightening to the same specification. This method retains more clampload and
allows less gasket creep to occur. The reason this works is that the gasket after the
first tightening is at the height of the clampload attained during the first tightening,
when you perform the second tightening you are tightening on a ‘harder’
gasket. The loss will be ~10% as compared to ~25% or more.
There are many ways to make sure the clampload loss is minimal
and most of them are in the design stage of the joint. The materials, the usage,
the heat range of service, the expected service loads --- all of these and more
are very important to make the joint work as designed and to live the expected life.
And probably the most important factor is the tightening strategy for the joint.
Some joints may require a small fastener and a fairly large clampload with little or
no relaxation, consider hard surfaces and tighten a high grade (9.8, 10.9) to the yield
point. This way the joint will get the maximum clampload from a given fastener and give
up little clampload from relaxation.
The hardest (not difficult) joint I ever worked on was the
ring gear to axle cage. After I tightened the joint and measured the clampload with
an ultrasonic bolt tester, I placed the assembly in an oven for four days at ~300 deg.
F. After removal from the oven and cooling for several hours, I re-measured the
clampload and the loss was less than ~2-3%. It was an extremely hard joint and was
well engineered for fastening. Live long and tighten well!! George