Preload
Requirement Charts
Joint diagrams can display a significant amount of information
about the joint but in our experience many people find them
difficult to interpret and understand. Preload Requirement
Charts are a way to graphically display the results of a joint
analysis in a clear and understandable manner.
By way of example, consider the joint
shown below that is subject to combined axial and shear loading.
For information, the bolt is M12 property class 10.9, the
joint thickness is 20 mm with an axial load of 15 kN and a
shear force of 4 kN being applied. (If the joint consists
of several bolts, it is first necessary to determine the loading
on an individual bolt.)

One key aspect to appreciate is that
the root cause of the majority of bolt/joint failures is due
to insufficient preload. It is unusual for the bolt to be overloaded.
If the preload provided by the bolt is insufficient, joint separation
and movement can occur resulting in possible bolt fatigue and
self-loosening issues. In order that such problems do not occur
it is vital that there is sufficient residual clamp force acting
on the joint interface after accounting for the effects of the
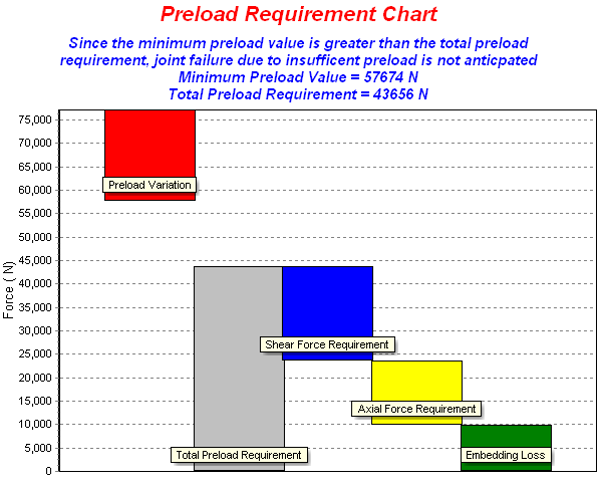
applied forces and embedding losses. A Preload Requirement Chart
graphically illustrates this point as it looks at the forces
acting on the joint interface. Such a chart is shown below for
the above joint.

The above chart was produced by the BOLTCALC
program, but such charts can be produced manually. Explaining
each of the parts of the chart in turn:
Embedding Loss: Embedding is localised
plastic deformation that occurs under the nut face, in the joint
faces and in the threads as a result of flattening of the surface
roughness. Embedding results in a loss of clamp force acting
on the joint. If the joint and bolt stiffness can be established,
the amount of this force loss can be quantified if the surface
roughness of the contact surfaces is defined. In the above chart,
a loss of 10 kN is anticipated. Large amounts of embedding loss
can occur in joints with a short grip length consisting of many
interfaces.
Axial Force Requirement: In a
preloaded joint, the majority of the applied axial load reduces
the clamp force on the joint interface rather than increasing
the load in the bolt (see an earlier tutorial
for an explanation). The amount of the axial load that unloads
the joint interface can be determined from the joint/bolt stiffness
calculations. In this example, of the 15 kN applied force, 13.8
kN reduces the clamp force on the interface (the remaining 1.2
kN increases the load in the bolt). To simplify, when hand calculations
are being completed, the conservative assumption is often applied
that all the applied axial load reduces the clamp force on the
joint interface.
Shear Force Requirement: The majority
of joints in mechanical engineering use clearance holes and
any shear load is transmitted by friction grip. That is, the
clamp force on the joint interface generates a friction force
that resists any applied shear loading. On such joints, if slippage
is prevented, the bolts do not directly sustain any shear loading,
however they have to provide sufficient clamp force to prevent
joint movement. To achieve this, the clamp force required is
the shear force divided by the coefficient of friction present
between the joint surfaces (for the single shear plane present
in the joint shown above). Since the coefficient of friction
is usually significantly less than 1, this requirement results
in a significantly larger clamp force being required than the
magnitude of the shear force. In this example, the applied shear
is 4 kN which, if a coefficient of friction of 0.2 is assumed
between the joint plates, results in a minimum clamp force of
20 kN (i.e. 4/0.2).
Total Preload Requirement: This
represents the minimum preload required to be provided by the
bolt. It is the sum of the embedding loss, the amount of the
applied axial force that reduces the clamp force on the joint
and the clamp force needed to prevent slippage of the joint
due to a shear loading.
Preload Variation: In an ideal
world the preload provided by the bolt would be known to an
exact value and would be the same for every bolt tightened.
Unfortunately there is no low cost means of tightening a bolt
and knowing, precisely, the preload value. Techniques such as
tightening the bolt to a specific torque value results in variation
in the preload between, apparently, identical bolts. This is
as a result of not being able to apply the torque to the same
exact value each time, variation in the hole and bolt tolerances
but more importantly, variation in the coefficient of friction
present in the threads and under the nut/bolt face. To design
a joint successfully this scatter in the preload must be taken
into account. This can be done in a number of ways but usually
either by determining the minimum/maximum preloads from knowledge
of the friction variation or by the use of a tightening factor.

The problem: In the above chart
the total preload requirement exceeds the minimum preload. What
this means is that on some, but not all joints, the preload
will be insufficient to resist the applied forces. In such cases,
joint failure can be anticipated. The failure is likely to be
by either bolt fatigue (due to bending due to the joint slipping
and separating) or by self-loosening (due to joint movement).
The solution: In general, changes
can be made to increase the minimum preload value (by using
a stronger or larger bolt or changing the tightening method)
or by reducing the applied forces (by using more bolts in the
joint, or by increasing the friction between the joint interface
and so reducing the shear force requirement etc.) Shown below
is the chart for changing the tightening method to torque and
angle. If applied correctly. this method will consistently provide
a high preload value.
Factor of Safety: A question which
often arises is how much of a gap there should be between the
total preload requirement and the minimum preload value. In mechanical engineering in which there are generally no design codes to stipulate the factor of safety, this
depends essentially upon engineering judgement. If the applied
forces are accurately known, if product testing is going to be
completed, then the gap can be small. If the forces are not
known accurately, and the consequences of failure disastrous,
then a larger gap would be sensible. The consequence of having
a generous factor of safety is that a larger bolt size (or higher
strength bolt or better tightening method etc.) would be needed
then which would otherwise be the case. This can result in a
more expensive and less competitive product.
Preload Requirement Charts can be developed to include other
effects such as the effect on bolt loading of differential thermal
expansion. They are a useful method for joint analysis and solving
bolting issues.
For the latest information on Bolt Science:


Click Here for Further details about
Bolt Science Training Courses
|