Thread Stripping Analysis using BOLTCALC Case Study on a Thread Stripping Problem - Inch bolt
Thread stripping or shearing of threads is a common problem. Thread stripping is gradual in nature and hence is not necessarily detectable at the time of assembly. For the threads to be fully sheared, a displacement of at least half a thread pitch is needed. If the threads fully shear on tightening, the bolt will detach from the nut. This is likely to be noticed before the product goes into service. If however the thread is only partially sheared, the nut will be retained on the bolt thread and the potential for failure may not be noticed. When subsequently a significant load is applied to the joint, the partially failed threads could shear, and the nut become detached from the bolt with potentially catastrophic results. A partially stripped bolt thread is shown in the image. Thread stripping can affect both internal and external threads, which thread will shear first depends upon their relative strengths.
Thread Engagement Length
Nuts, if appropriately selected to match the bolt, are designed so that the bolt can be expected to fail by tensile fracture before thread stripping occurs. In the case of bolt tensile fracture, the nut is detached from the bolt and is readily noticeable at the time of assembly. The problem for the Engineer is selecting the correct length of thread engagement when the bolt is secured into a tapped hole. Too short an engaged thread length and thread stripping could occur, too long, and thread pitch differences between the bolt and nut can arise causing thread binding to occur.
The thread binding issue is due to small differences in pitch between the internal and external threads. Too long an engaged length and the clearance between the threads is used up accommodating the thread pitch differences. In extreme cases, such binding can result in galling and complete seizure of the bolt in the tapped hole. Many Engineers do not appreciate that the standard thread tolerance classes, often specified as defaults on drawings, are not recommended for long lengths of thread engagement.
Joint Details
A bracket is secured into a blind tapped hole using 1/2" UNC SAE Grade 8 bolts. The tapped hole is in a part made from spheroidal graphite cast iron with a thread engagement length of 0.6 inches, as per the image. As part of weight reduction proposals, aluminium instead of cast iron is being considered for the tapped hole material. The question the engineer is considering is whether 0.6 inches is a sufficient thread engagement length to prevent thread stripping from occurring.
Thread Stripping Analysis - Cast Iron
The BOLTCALC program will be used to complete the thread stripping analysis. The screen capture video below shows the program being used to investigate the potential for thread stripping occurring. This first video is for the thread going into the spheroidal cast iron. The video is just under 7 minutes long. To get an enlarged view of the video, click on the enlarge control on the right hand side of the video control.
Thread Stripping Analysis - Aluminium
So, based upon the above analysis, the tapped hole in the cast iron should not sustain thread stripping. Next, the data will be changed to check if the tapped hole in the aluminium is okay with an engaged thread length of 0.6 inches. The video for this analysis is shown below, it is just over 4 minutes long.
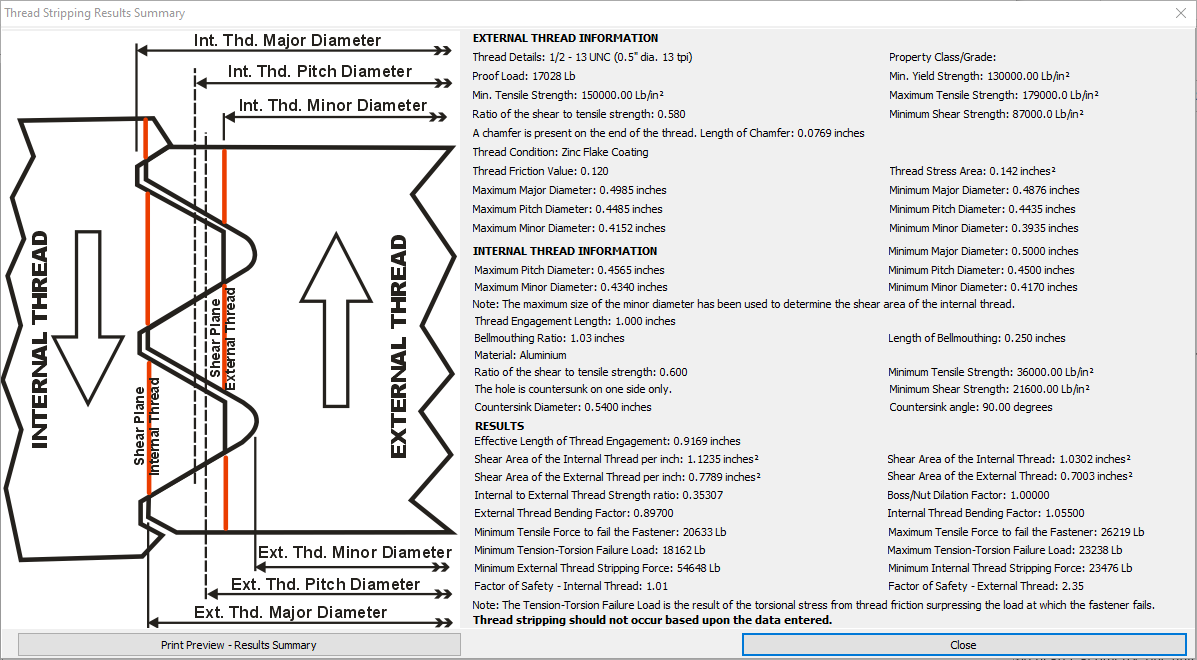
As shown in the presentation, a thread engagement length of 0.6 inches is insufficient for the tapped hole in aluminium. Based upon the analysis, a tapped hole providing a minimum engaged length of 1 inch is required.
There are various output options available that allow the data and the results to be printed and to create a PDF. The summary sheet for this analysis is shown below.
Further InformationPresented below are links to further
information related to the BOLTCALC program: